

全国服务热线
0755-23197339
0755-23197339
联系人:肖经理
电话:0755-23197339
传真:0755-29859300
手机:13828771664
邮箱:aotuoshi@atus.email
地址:深圳市光明区公明街道上村社区莲塘工业城B区第19栋101、第20栋
图2-16是力士乐液压马达的整体式偏心轴,是具有普通意义的典型结构。技术要求为偏心距=40mm;偏心部分的轴心线与主轴颈的轴心线保证平行度允差在0.020mm之内。偏心轴其两侧支承轴颈的同轴度允差为0.Olmm,滑块槽对称中心线与对称度允差为0.05mm,偏心轮表面的圆柱度允差为0.006mm.,偏心轮表面粗糙度直接影响静态平衡位置油膜厚度的选取,故要求其ka值不大于0.4。
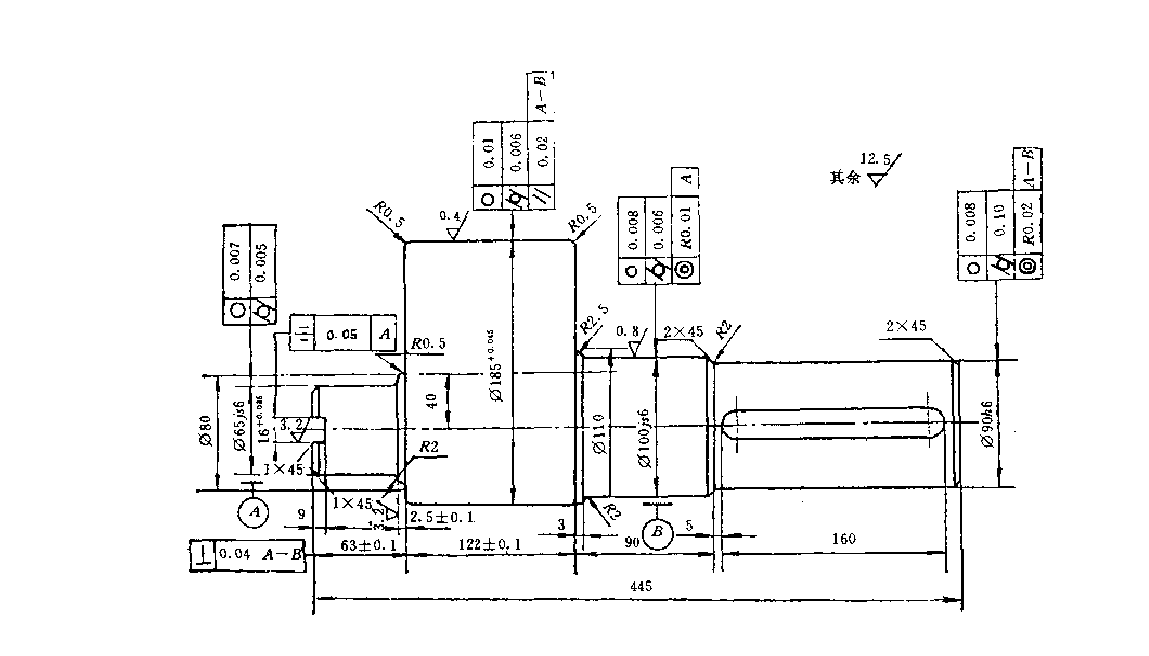
具体加工工艺顺序大致如下:
(1)模锻或自由锻加工偏心轴零件。材料用40Cr钢。
(2)车切两端面,用复合中心钻打顶针孔。
(3)粗车,各处约放1-2.5mm余量。
(4)调质热处理。硬度为HB240-280。
(5)车制主轴轴心部各部位。车制时的定位基准以两端顶针孔作为车加工尺寸,注意留放最终磨加工的磨削余量。
(6)以两端轴颈定位,上偏心专用夹具,进行偏心轮外圆的车加工。
(7)偏心轮外圆处高频淬火,硬度达HRC45-52.
(8)铣切主轴输出轴端键槽或铣滚切加工该处花键。

(9)仍以两端针孔为基准,磨加工除偏心轮以外的轴档和端面。磨后达到图纸要求的尺寸、精度和表面粗糙度。
(10)以轴颈外圆作为定位基准,再上专用偏心夹具或专用偏心轴磨床、磨加工偏心轮,使
其各部位达到图纸要求。
(11)铣加工偏心轴内端十字滑块凹槽,用专用夹具保证与偏心轮间的分度定位关系。
(12)有关处的钻孔、攻丝。
(l3)去除各处毛刺、飞边。
(14)检验合格后,上油、入库、待装。



